

Наши качественные продукты
Компания давно занимается исследованиями и разработками, производством и продажей высокоточных валов, а также имеет значительные технологические преимущества в области валов для двигателей среднего и высокого класса.
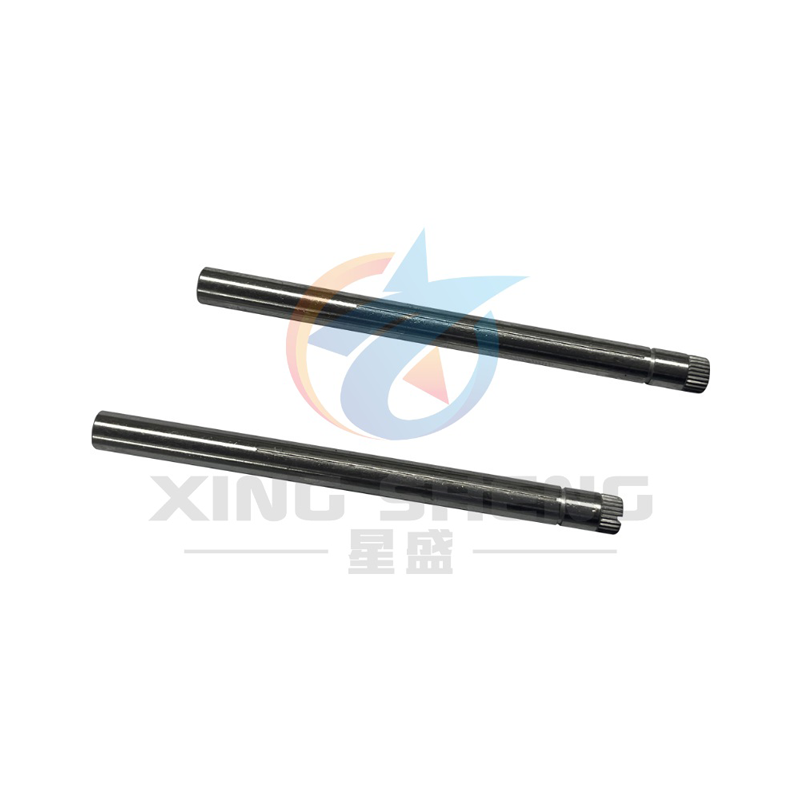
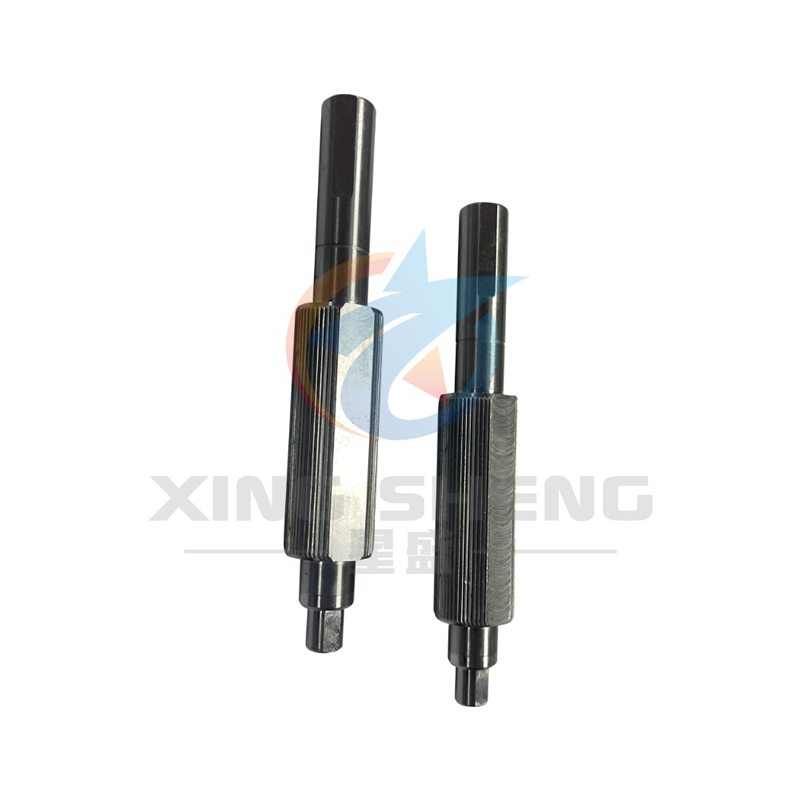
Вал сидячей газонокосилки
Описание продукта Позиционирование продукта: Ключевой компонент трансмиссии, разработанный специально для самоходных газонокосилок среднего класса, сочетающий в себе производительность и стоимость, подходящий для домашнего и легкого коммерческо...
Запчасти для сельскохозяйственных беспилотников
Описание продукта Валы сельскохозяйственных БПЛА являются ключевыми компонентами трансмиссии, специально разработанными для сельскохозяйственного авиационного оборудования, такого как БПЛА для защиты растений и посевные БПЛА. Они отвечают за со...
Наши лучшие продавцы
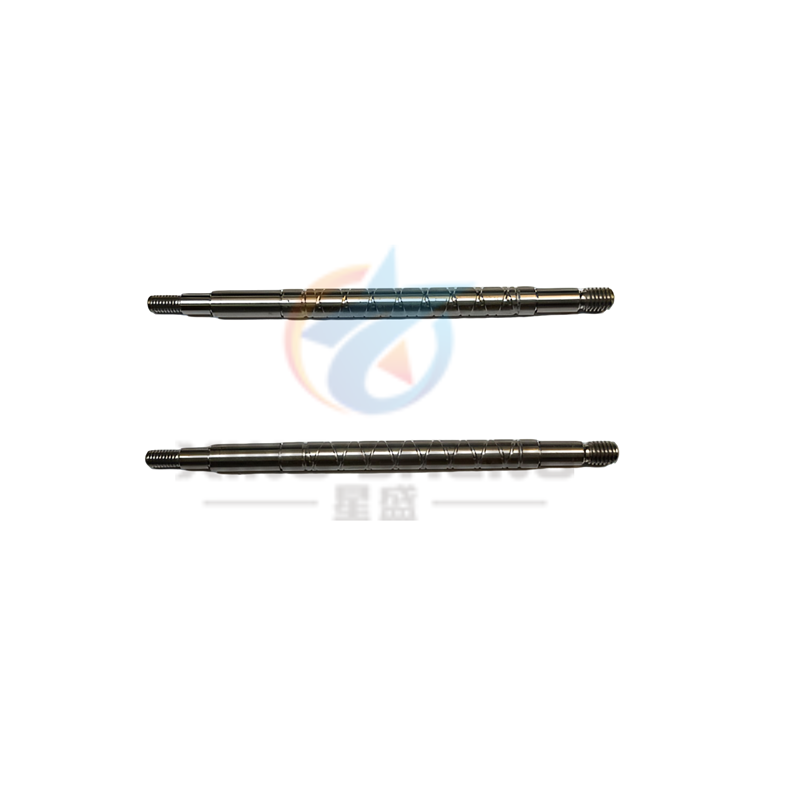
Вал медицинского оборудования
Описание продукта Название продукта:Прецизионный приводной вал медицинского класса (серия среднего класса) Позиционирование продукта:Высоконадежные компоненты трансмиссии, разработанные специально для медицинского оборудования среднего класса,... 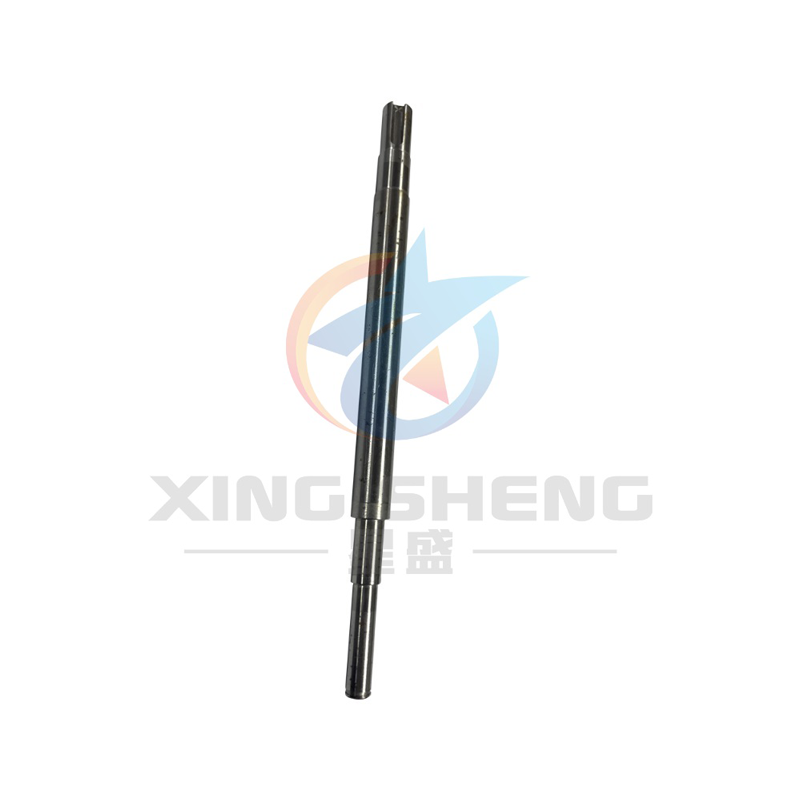
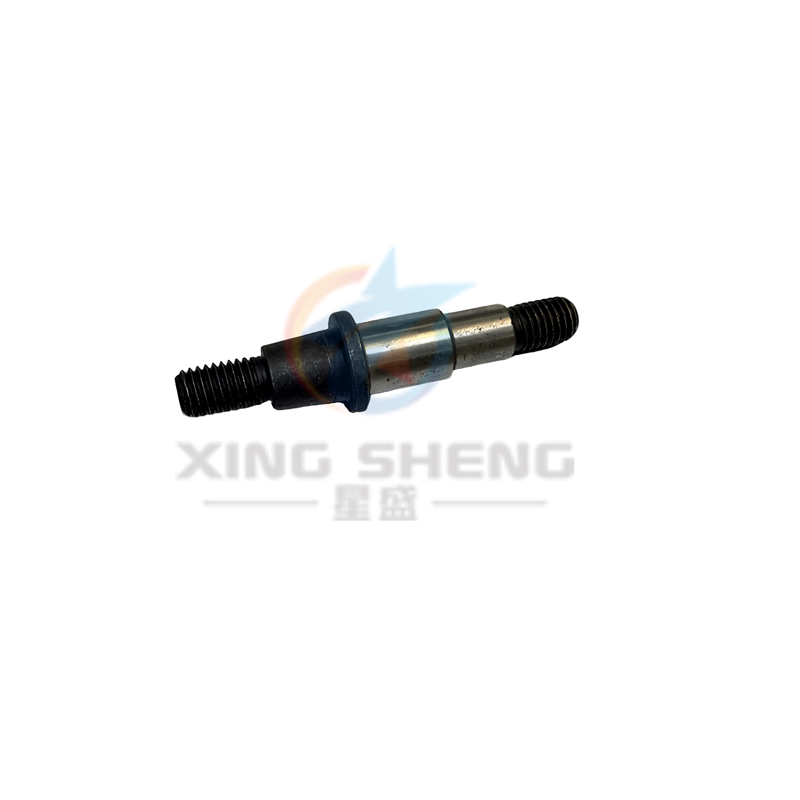
Вал электродвигателя бытовой техники
Описание продукта Название продукта:Вал двигателя для бытовой техники (экономичный тип) Обзор продукта:Этот продукт специально разработан для двигателей бытовой техники. Он изготовлен из высококачественной углеродистой стали и прошел прецизион... 
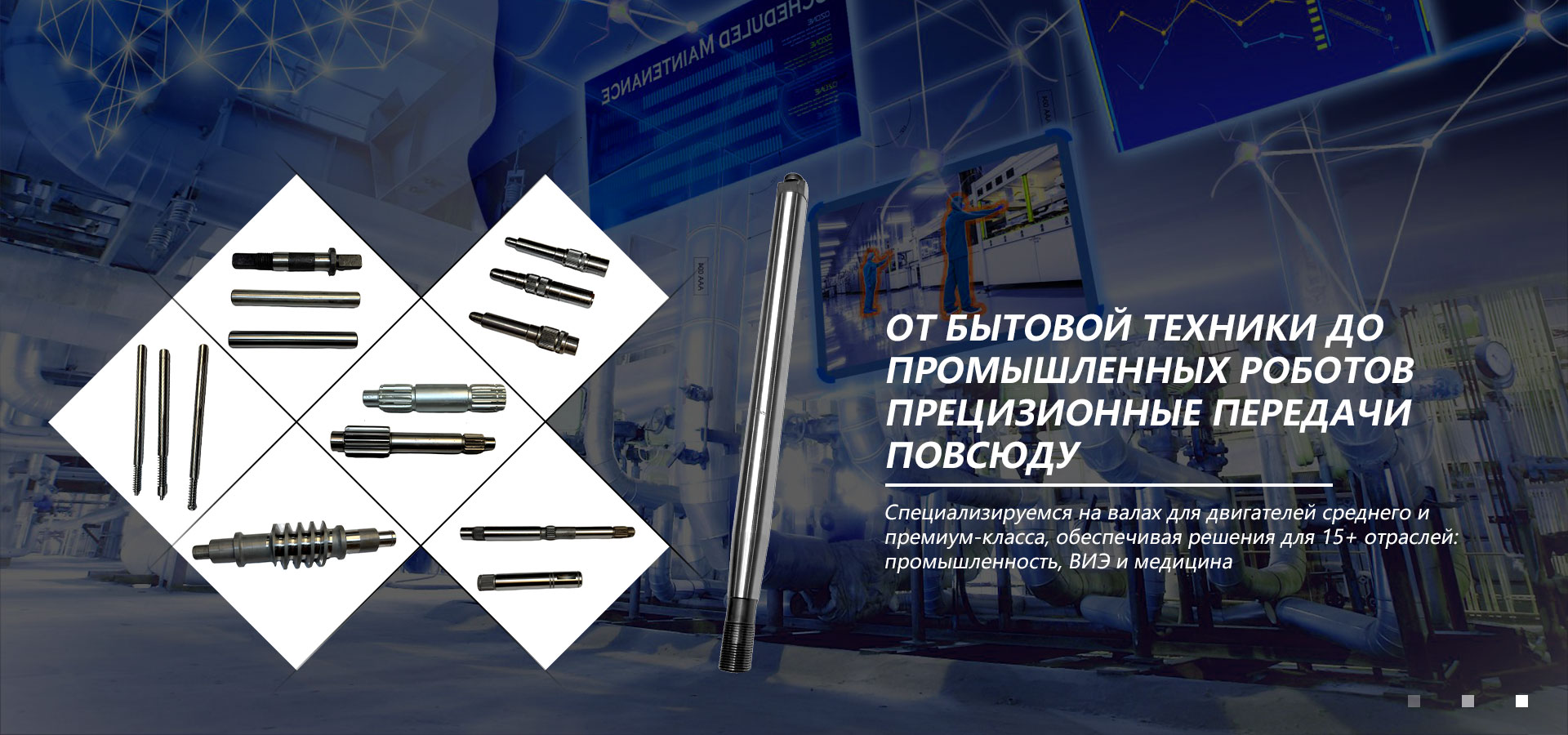
Вал серводвигателя
Описание продукта Название продукта:Вал серводвигателя среднего класса эконом-класса (материалы на заказ: сталь 45#, 40Cr, нержавеющая сталь и т. д.) Обзор продукта:Вал серводвигателя среднего класса представляет собой экономичный компонент тр... 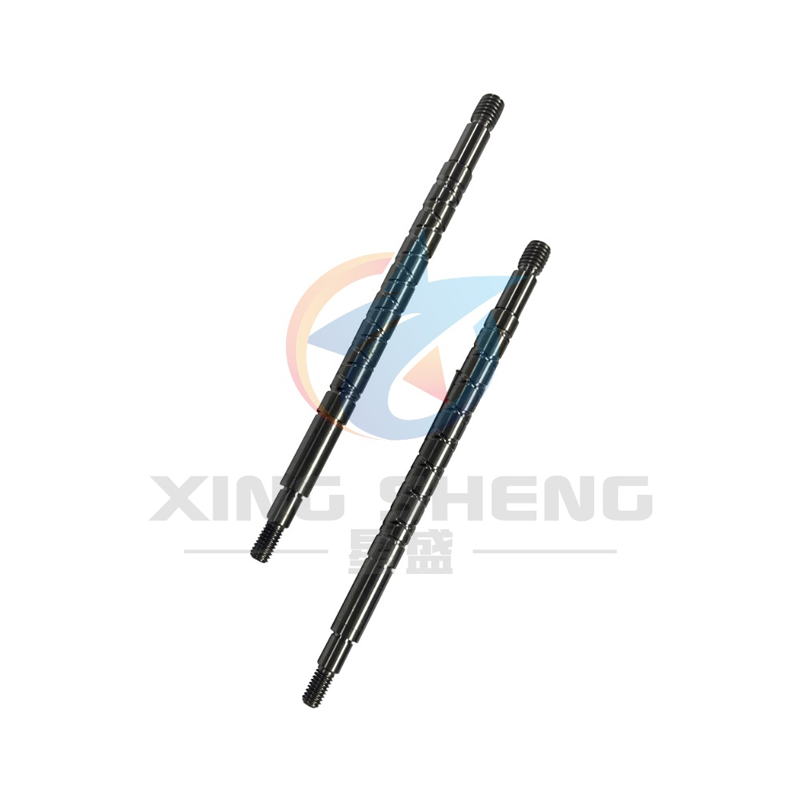
Приводной вал для электромобилей
Описание продукта Экономически эффективное решение для трансмиссии, разработанное специально для рынка транспортных средств на новых источниках энергии, обеспечивает баланс производительности и стоимости, отвечающий потребностям в передаче энер... 
Приводной вал угольной машины
Описание продукта Высокопрочные приводы, специально разработанные для горнодобывающей техники (например, для угледобывающих машин, проходческих машин, скребковых конвейеров и др.), предназначены для работы в условиях высоких нагрузок, сильных у... 
Запчасти для роботов
Описание продукта Валы вспомогательных устройств роботов являются ключевыми компонентами трансмиссии, разработанными специально для промышленных роботов, коллаборативных роботов и оборудования для автоматизации, обеспечивая точную передачу мощн... Наши новости
04
08/2026Как избежать повреждения вала двигателя при эксплуатации
Вал двигателя является основным передающим компонентом выходной мощности двигателя, и его рабочее состояние напрямую определяет стабильность и срок службы всего оборудования.Распространенные виды повреждений валов двигателя включают поверхностный износ, деформацию при изгибе, коррозию среды, усталостное разрушение и т.д. Повреждение не только приведет к остановке двигателя, но и может привести к повреждению периферийных компонентов.Таким образом, контроль всего процесса - от точности монтажа до ежедневной эксплуатации и технического обслуживания - является ключом к предотвращению повреждения вала двигателя. Точный контроль установочного звена является первой линией защиты, а несоосность муфты является основной причиной преждевременного повреждения вала двигателя.Когда отклонение соосности системы трансмиссии превышает допустимый диапазон, вал будет продолжать выдерживать дополнительные переменные нагрузки, которые при длительном воздействии могут легко привести к изгибу или усталостным трещинам.Во время монтажа для калибровки муфты требуются профессиональные инструменты, такие как стрелочный индикатор, радиальное биение контролируется в пределах 0,05 мм, а осевое отклонение торца не превышает 0,03 мм.При установке подшипников с натягом категорически запрещается непосредственно врезаться в торцевую часть вала. Следует использовать горячую установку (нагрев подшипника до 80-100 ℃) или специальные инструменты для запрессовки, чтобы избежать ударов по поверхности вала или концентрации напряжений, которые могут привести к повреждению поверхности шейки. Основой профилактики являются смазка и контроль за ежедневной эксплуатацией и техническим обслуживанием.Недостаточная смазка может привести к сухому трению между цапфой и компонентами подшипника и трансмиссии, а также к быстрому износу и выходу из строя.Подходящие смазочные материалы необходимо подбирать в зависимости от частоты вращения двигателя, нагрузки и температуры окружающей среды: термостойкая пластичная смазка на основе лития для работы на высоких скоростях и при низких температурах, а также пластичная смазка на основе литиевого компаунда для работы в тяжелых условиях с ударами; цикл замены пластичной смазки в подшипниках качения должен включать при разумной настройке высокоскоростные двигатели заменяются каждые 2-3 месяца, а двигатели большой мощности проверяются каждые 1-2 месяца, чтобы предотвратить нехватку масла или ухудшение качества смазки.В то же время регулярно контролируйте уровень вибрации двигателя. Когда эффективное значение скорости вибрации превышает стандартную норму в 2,8 мм/с, необходимо проверить отклонение баланса, зазор в подшипниках и другие проблемы, а также своевременно скорректировать динамический баланс вала, чтобы устранить накопление вибрации. от переменного напряжения. Условия труда и экологический контроль могут снизить ненормальные нагрузки.Длительная работа с перегрузкой приведет к тому, что подшипник будет подвергаться изгибающим моментам, превышающим расчетные, что приведет к изгибу или усталостному разрушению. Нагрузка должна быть подобрана строго в соответствии с номинальной мощностью двигателя, чтобы избежать длительной работы с перегрузкой.Частые пуско-остановочные работы или внезапные ударные нагрузки (например, прямой пуск в тяжелых условиях) приведут к мгновенному удару. Рекомендуется использовать устройство плавного пуска, чтобы уменьшить динамическую нагрузку на вал.Кроме того, агрессивные среды, такие как влага, кислотно-щелочной туман и т.д., разрушают поверхность вала, образуя пятна ржавчины или ямки. Эти детали могут легко стать точками концентрации напряжений и привести к разрушению. На открытую часть вала необходимо нанести антикоррозийное покрытие и герметизировать подшипники или удлинители вала снабжены пылезащитными уплотнениями, препятствующими проникновению рабочей среды. Своевременное лечение незначительных травм может избежать усугубления повреждения.Если не устранить незначительный износ или царапины на поверхности вала двигателя, зазор увеличится, а вибрация трансмиссии усилится, что в конечном итоге приведет к поломке вала. Размер поверхности вала можно восстановить с помощью чистки и термического напыления, а после обработки необходимо провести проверку динамического баланса.При обнаружении небольших трещин на поверхности вала его следует немедленно остановить и определить глубину трещины методом магнитопорошковой дефектоскопии. Если диаметр вала превышает 5%, вал нуждается в замене или ремонте профессиональной сваркой + термообработкой, а работа с трещинами строго запрещена. Таким образом, предотвращение повреждений вала двигателя охватывает весь процесс установки, эксплуатации и технического обслуживания, а также условия труда. Благодаря точности контроля, стандартизированному мониторингу, разумному контролю нагрузки на окружающую среду и своевременному устранению незначительных повреждений можно эффективно снизить вероятность повреждения и обеспечить стабильную работу двигателя и на оборудование может быть дана гарантия.
04
08/2026Каковы различные области применения различных моделей валов двигателей?
Вал двигателя является основным компонентом двигателя, обеспечивающим выходную мощность и трансмиссию. Разница в его модели обусловлена различными условиями адаптации. Различные типы валов двигателя имеют различия в конструктивных параметрах, свойствах материалов и уровнях точности, и соответствующие сценарии применения имеют свою специфику. Следующее используются распространенные модели валов двигателей.: Первый - это стандартный вал двигателя общего назначения, который соответствует обычным валам асинхронных двигателей серий Y и Y2, которые наиболее широко используются в промышленности и гражданском строительстве.Диаметр вала старого двигателя серии Y не полностью стандартизирован, допуск на удлинение вала невелик, а механическая прочность соответствует требованиям обычных условий работы. В основном он используется для общего оборудования в домашних хозяйствах, а также в малых и средних производствах, таких как обычные бытовые бустерные насосы, небольшие вентиляторы, деревообрабатывающие станки для резки и т.д.В качестве усовершенствованной альтернативы серии Y, серия Y2 отличается диаметром вала, соответствующим стандартам Международной организации по стандартизации (ISO), более высокой шероховатостью поверхности удлинения вала, точностью допуска формы и положения, а также улучшенными динамическими характеристиками балансировки. Она подходит для промышленного оборудования со средней скоростью вращения и стабильной работой. нагрузки, такие как осевые вентиляторы в цехах, небольшие центробежные насосы и приводные механизмы упаковочного оборудования. По сравнению с серией Y, он больше подходит для случаев, когда требуется контроль вибрации. Второй - это взрывозащищенный вал двигателя, который соответствует специальному валу для взрывозащищенного двигателя. Модель обычно имеет маркировку взрывозащищенности, такую как “B” и “KB”.Основной особенностью валов этого типа является конструкция уплотнения выступа вала и защита материала: зазор между валом и торцевой крышкой подшипника строго соответствует стандарту взрывозащиты. Материал изготовлен из высокопрочной легированной конструкционной стали, науглерожен и закален. Поверхность обладает отличной антикоррозийной защитой свойства, которые могут предотвратить образование искр при трении при вращении вала, а также коррозию и утечку в легковоспламеняющихся и взрывоопасных средах.Этот тип шахт в основном используется в подземных конвейерах угольных шахт, лебедках возвратных колонн, насосах для подачи масла в нефтехимической промышленности, устройствах для смешивания химических материалов, а также в оборудовании для вентиляции и удаления пыли в среде легковоспламеняющихся и взрывоопасных газов. Он подходит для промышленных ситуаций с высокими факторами риска. Третий - это вал двигателя с регулировкой скорости, который соответствует двум основным моделям вала двигателя с преобразованием частоты вращения и вала двигателя с электромагнитным регулированием скорости.Модель вала двигателя с регулируемой частотой вращения часто маркируется логотипом “VP”. Точность допуска вала превышает уровень IT6, а уровень динамической сбалансированности - уровень G2.5. Удлиняющая поверхность вала хромирована или азотирована для повышения износостойкости. Она может адаптироваться к частые колебания крутящего момента в широком диапазоне оборотов (0 ~ 15000 об/ мин), и он подходит для прецизионного оборудования, требующего регулировки скорости вращения: например, привода шпинделей станков с ЧПУ, систем тяги лифтов, высокоскоростных намоточных механизмов для текстильного оборудования, вентиляторов охлаждения аккумуляторных батарей для транспортных средств с новой энергетикой и т.д.Диаметр вала электродвигателя с электромагнитным регулированием скорости вращения (соответствующего серии YCT) слишком велик, а шпоночный паз спроектирован таким образом, чтобы он был шире для передачи высокого крутящего момента. В основном он используется для регулирования скорости вращения оборудования среднего размера, такого как регулировка скорости шахтных конвейеров и механизм передачи рулона бумаги в бумагоделательном оборудовании. Четвертый - это специальный прецизионный вал двигателя, который включает в себя две категории: вал шагового двигателя и вал серводвигателя.Модель вала шагового двигателя обозначается буквами “BS”, “BYG” и т.д., диаметр вала небольшой (обычно 5 ~ 20 мм), шпоночный паз неглубокий, точность согласования высокая, выходной крутящий момент стабильный, а кумулятивная погрешность отсутствует. используется в прецизионных системах управления, таких как привод по осям X/Y/Z в 3D-принтере, механизм позиционирования материала на автоматизированной сборочной линии и привод печатающей головки в офисном оборудовании.Допуски по форме и положению вала серводвигателя достигают уровня IT5, а уровень динамической сбалансированности становится выше. Материал изготовлен из высокоуглеродистой стали, а поверхность обработана дробеструйной обработкой, что обеспечивает износостойкость и устойчивость к усталости. Он подходит для ситуаций, когда точность положения и крутящий момент к управлению предъявляются чрезвычайно высокие требования, например, в соединениях промышленных роботов, системах подачи станков, прецизионных передаточных механизмах аэрокосмической промышленности и т.д. Кроме того, валы двигателей большой мощности (диаметр вала обычно превышает 100 мм) в основном используются в шахтных дробилках, вентиляторах с принудительной тягой на тепловых электростанциях и т.д., которые выдерживают высокий крутящий момент в тысячи Н·м, и являются основными компонентами трансмиссии в тяжелой промышленности..В целом, суть различия в модели вала двигателя заключается в визуализации требований условий работы, а целенаправленное проектирование различных моделей обеспечивает надежную работу двигателя в различных областях.

30
07/2026Как выбрать стандарт допуска вала двигателя в соответствии с требованиями
Являясь основным компонентом передачи крутящего момента и поддержки ротора, точность допуска вала двигателя напрямую определяет стабильность работы, уровень шума и срок службы двигателя. Разумный выбор стандартов допуска вала двигателя является ключевым звеном при проектировании и производстве двигателя, и его необходимо всесторонне определять в соответствии с общие национальные стандарты и условия труда. Основной основой для выбора допусков на вал двигателя являются общие стандарты ограничения и подгонки. Отечественные производители в основном используют стандарты серии GB/T 1800 "Ограничение и подгонка геометрических технических характеристик изделия (GPS)" и GB/T 275 "Подгонка подшипников качения, вала и корпуса", а также международный стандарт ISO 286 стандарт. Эти стандарты разъясняют применимые границы различных диапазонов допусков и уровней допускаемых отклонений и содержат единую спецификацию для выбора допусков на вал двигателя, чтобы избежать неправильной подгонки, вызванной случайным выбором. Существует три основных ключевых фактора, влияющих на выбор допусков на вал двигателя: первый - это тип сопряженной пары, наиболее распространенными являются вал и подшипник качения, вал и муфта.Подшипники качения являются стандартными деталями, и их допусковые ремни для согласования вала должны соответствовать техническим характеристикам подшипника: когда внутреннее кольцо подшипника вращается вместе с валом, при стабильной нагрузке и средней скорости вращения можно выбрать допусковой ремень для вала k6; если нагрузка большая или ударная, необходимо выбрать размер m6, чтобы обеспечить небольшой натяг и предотвратить скольжение внутреннего кольца относительно вала.Когда вал совмещен с муфтой, к жесткой муфте предъявляются высокие требования по соосности, и допуск на вал часто выбирается равным h6 или js6; к эластичной муфте предъявляются несколько более низкие требования по точности, поэтому при необходимости можно выбрать h6.Второе - это тип двигателя и условия работы. Серводвигатели обеспечивают динамическую точность позиционирования. Уровень допуска на вал выбирается из IT5 (соответствует k5), что выше уровня IT6, обычно используемого в обычных двигателях; небольшие бытовые двигатели могут удовлетворить потребности, выбрав k6; большие двигатели большой мощности подшипники (например, в горнодобывающей промышленности и металлургии) подвержены большим радиальным нагрузкам, и для предотвращения ослабления и проскальзывания во время работы необходимо выбирать несколько более высокие диапазоны допусков, такие как n6 и p6; высокоскоростные двигатели должны строго контролировать допуски, чтобы тепловое расширение не приводило к возникновению помех, превышающих стандартные. В помимо допусков по размерам, необходимо также контролировать допуски по форме и положению, такие как цилиндрическое и круглое биение. Конкретный выбор должен осуществляться в четыре этапа: во-первых, необходимо уточнить стандарты на сопрягаемые детали и принадлежности (например, модель подшипника и технические характеристики муфты) и определить основу для сопряжения; во-вторых, проанализировать параметры условий работы, включая тип нагрузки (стабильность/воздействие), скорость и рабочая температура; третий этап - проверка соответствующих национальных стандартов и первоначальное определение диапазона допусков и марки; четвертый этап - проверка осуществимости, расчет величины теплового расширения и напряжения при сборке (например, при горячей сборке необходимо учитывать разницу температур, и необходимо проверить прочность вала при монтаже под давлением), а также отрегулируйте допуски для обеспечения безопасной эксплуатации. При выборе типа следует иметь в виду, что вы не можете обращать внимание только на допуски по размерам. Вам необходимо сочетать допуски по форме и положению с шероховатостью поверхности: погрешность в степени цилиндрического сечения сопрягаемого участка не должна превышать 1/2 допуска по размерам, в противном случае это приведет к неравномерному воздействию на внутреннюю поверхность. кольцо подшипника и вызывают вибрацию; Шероховатость поверхности Ra контролируется на уровне 0,8~1,6 мкм, а шероховатость слишком высока. Это уменьшит фактический натяг и вызовет относительное скольжение.В условиях высокой температуры необходимо соблюдать допустимый предел теплового расширения. Чрезмерный натяг приведет к деформации внутреннего кольца подшипника и сокращению срока службы; также необходимо учитывать процесс сборки. Для горячей установки можно выбрать меньшие допуски на натяг, чтобы снизить нагрузку на вал при сборке. Короче говоря, при выборе допусков на вал двигателя необходимо соблюдать баланс между точностью, стоимостью и надежностью, строго соблюдать национальные стандарты и учитывать особенности условий работы, чтобы обеспечить долгосрочную стабильную работу двигателя.







