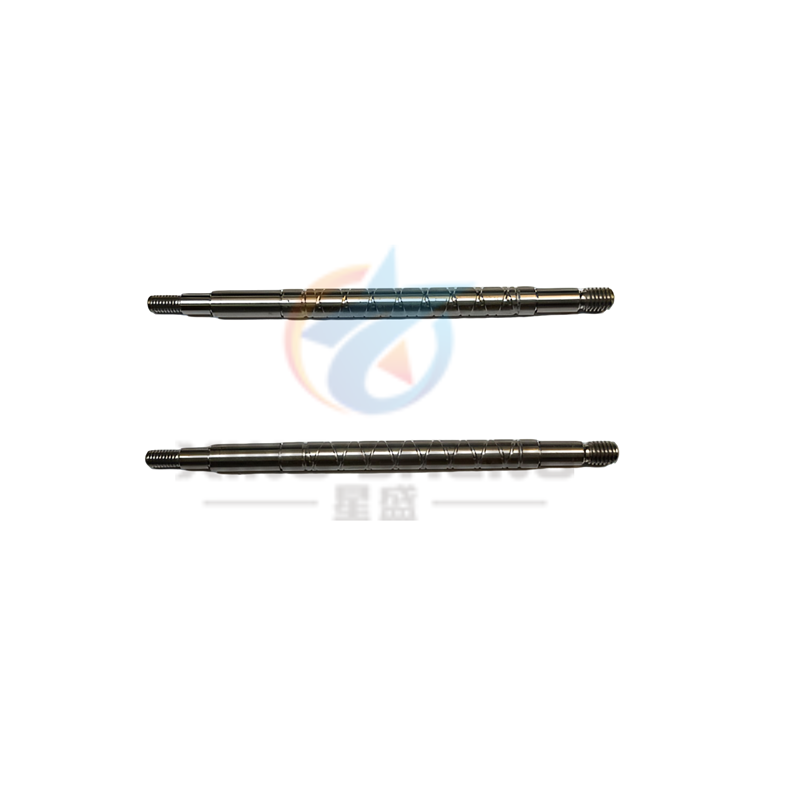
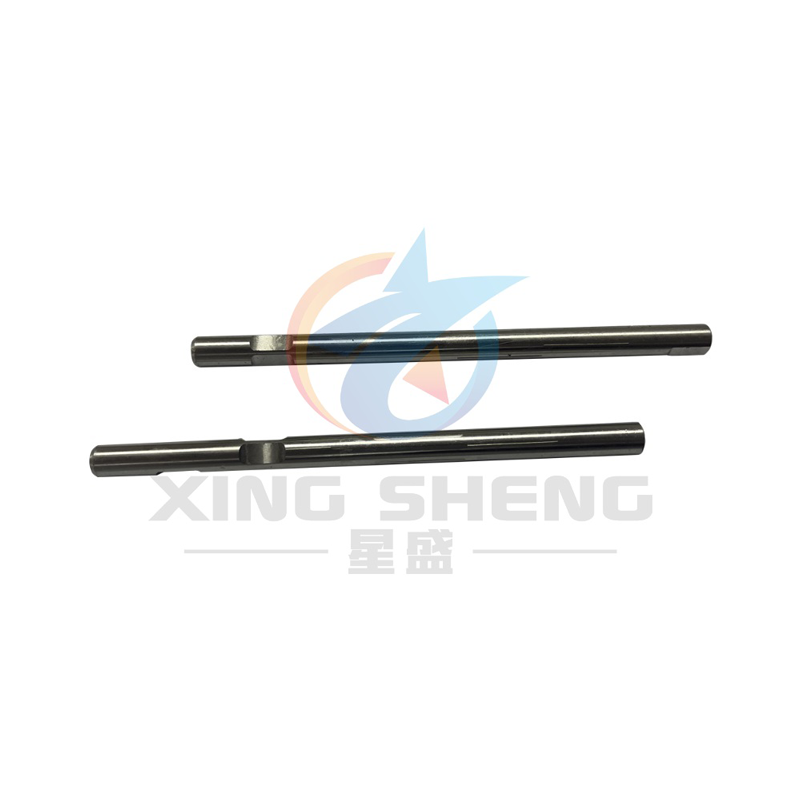
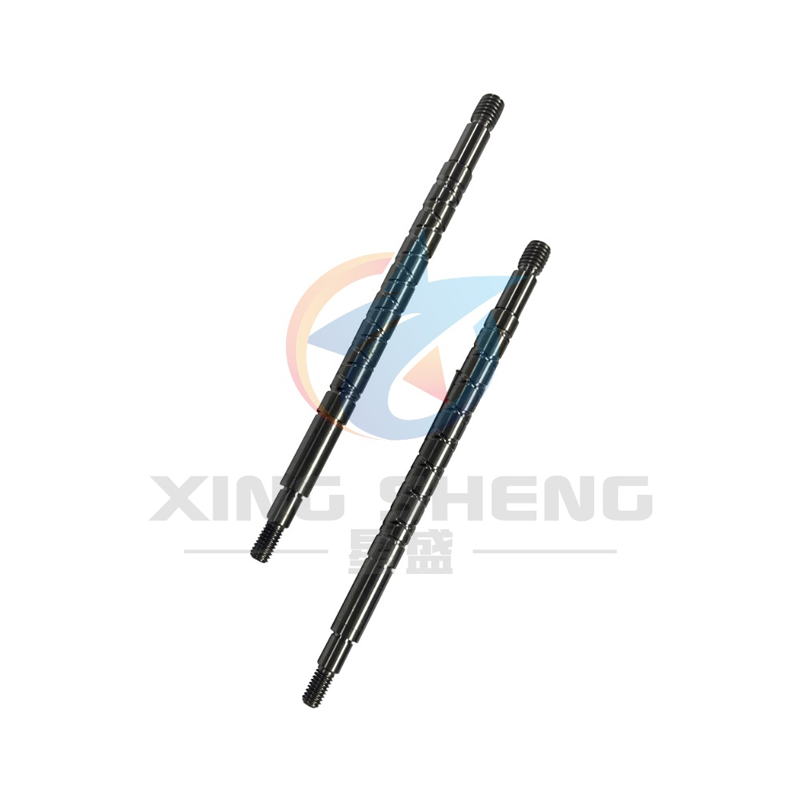
Ведущие моторные валы с поверхностным науглероживанием
В современном машиностроении и энергетике все большую роль играют детали, способные выдерживать экстремальные нагрузки и агрессивные среды. Ведущие моторные валы с поверхностным науглероживанием – один из таких примеров. Но что делает их столь востребованными, и какие преимущества они предоставляют? Давайте разберемся, а также рассмотрим примеры их применения и особенности технологии.
Что такое поверхностное науглероживание валов?
Прежде чем погрузиться в детали, давайте определимся, что же такое поверхностное науглероживание. Это процесс, при котором на поверхность вала создается тонкий слой цементита (карбонита), что значительно повышает его износостойкость, твердость и коррозионную стойкость. Проще говоря, это как броня для вала! В отличие от глубокого цементирования, которое затрагивает всю толщину металла, поверхностное науглероживание воздействует только на верхний слой, сохраняя при этом пластичность и прочность основного металла. Это критически важно для валов, которые подвергаются высоким механическим нагрузкам и частом износу.
Как происходит процесс науглероживания?
Существует несколько методов поверхностного науглероживания, но наиболее распространенными являются:
- Цементирование в твердой фазе (CPM): Валы нагревают до высокой температуры (обычно 800-900°C) в среде углеродосодержащих материалов (например, графита) в течение длительного времени. Этот метод позволяет получить очень твердый и износостойкий слой цементита.
- Газовое цементирование: Валы нагревают в среде смеси газа (например, метана) и азота, содержащей углерод. Этот процесс менее длительный, чем CPM, но требует более точного контроля параметров.
- Плазменное цементирование: Валы подвергаются воздействию плазмы, содержащей углерод, что обеспечивает быстрое и равномерное формирование защитного слоя. Этот метод хорошо подходит для больших объемов производства. Плазменное цементирование также известно своей способностью создавать слои с определенной микроструктурой и свойствами.
Выбор метода зависит от требуемых свойств покрытия, размеров вала и экономических соображений.
Преимущества использования валов с поверхностным науглероживанием
Зачем использовать ведущие моторные валы с поверхностным науглероживанием, если можно обойтись без них? Преимущества очевидны:
- Повышенная износостойкость: Защитный слой цементита значительно увеличивает срок службы вала, особенно в условиях трения и абразивного износа.
- Улучшенная твердость: Твердый слой сопротивляется деформации и позволяет валу выдерживать высокие нагрузки.
- Повышенная коррозионная стойкость: Защитный слой цементита препятствует коррозии и окислению металла.
- Снижение трения: В некоторых случаях, хорошо отшлифованный и обработанный защитный слой может снижать коэффициент трения, что приводит к повышению эффективности работы механизмов.
- Увеличение ресурс детали. Это ключевой фактор, влияющий на экономическую эффективность использования оборудования.
Например, в насосных станциях валы с поверхностным науглероживанием используются для повышения надежности и снижения затрат на обслуживание. Аналогично, в энергетических установках такие валы применяются в турбинах и генераторах, где валы подвергаются высоким механическим нагрузкам и воздействию агрессивных сред.
Применение в различных отраслях
Ведущие моторные валы с поверхностным науглероживанием находят широкое применение в самых разных отраслях:
- Нефтегазовая промышленность: В насосах, компрессорах и другого оборудования, работающем в агрессивных средах.
- Горнодобывающая промышленность: В конвейерах, экскаваторах и другом тяжелом оборудовании.
- Машиностроение: В станках, приводах и другом оборудовании, где валы подвергаются высоким нагрузкам.
- Энергетика: В турбинах, генераторах и другом оборудовании электростанций.
- Автомобильная промышленность: В двигателях и трансмиссиях.
В авиационной промышленности, где валы должны выдерживать экстремальные температуры и высокие нагрузки, поверхностное науглероживание является неотъемлемой частью технологии производства.
Особенности выбора и контроля качества
При выборе ведущих моторных валов с поверхностным науглероживанием необходимо учитывать ряд факторов:
- Материал вала: Разные материалы требуют разных методов науглероживания.
- Требования к твердости и износостойкости: Определяются условиями эксплуатации.
- Толщина защитного слоя: Влияет на долговечность вала.
- Размеры и геометрия вала: Необходимо учитывать при выборе метода науглероживания.
Важно обращаться к надежным поставщикам, которые могут предоставить сертификаты качества и гарантировать соответствие продукции заявленным требованиям. ООО Нинбо Синшэн Шафт Индастри (https://www.xsshaft.ru/) – один из таких поставщиков, специализирующийся на производстве высококачественных валов с различными видами поверхностной обработки. Они предлагают широкий ассортимент валов с поверхностным науглероживанием, отвечающих самым строгим требованиям.
Контроль качества поверхностного науглероживания осуществляется с помощью различных методов, таких как твердомерный анализ, микроскопия и спектральный анализ. Это позволяет убедиться в равномерности и глубине защитного слоя, а также в его соответствие требованиям.
Сравнение с другими методами защиты
Поверхностное науглероживание не единственная технология защиты валов. Существуют и другие методы, такие как хромирование, нитридирование и фосфатирование. Каждый метод имеет свои преимущества и недостатки.
Например, хромирование обеспечивает высокую коррозионную стойкость, но не обладает такой же износостойкостью, как науглероживание. Нитридирование повышает твердость поверхности, но менее эффективно в условиях интенсивного трения. Поэтому выбор метода защиты зависит от конкретных условий эксплуатации и требуемых свойств вала.
Перспективы развития технологии
Технология поверхностного науглероживания постоянно развивается. Ведутся работы по разработке новых методов нанесения защитных слоев, а также по улучшению свойств существующих покрытий. Особое внимание уделяется созданию покрытий с заданными свойствами, которые могут адаптироваться к изменяющимся условиям эксплуатации. Развитие технологий нанесения покрытий, таких как плазменное науглероживание и химическое осаждение из газовой фазы (CVD), открывает новые возможности для улучшения характеристик валов и продления их срока службы. Постоянные инновации направлены на создание более долговечных и надежных деталей, способных работать в самых экстремальных условиях.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Вал бесщеточного двигателя
Вал бесщеточного двигателя -
 Вал электродвигателя беговой дорожки
Вал электродвигателя беговой дорожки -
 Вал червячного редуктора двигателя
Вал червячного редуктора двигателя -
 Приводной вал угольной машины
Приводной вал угольной машины -
 Вал с шлицевым соединением
Вал с шлицевым соединением -
 Шток гидравлического клапана
Шток гидравлического клапана -
 Шкив двигателя
Шкив двигателя -
 Вал сидячей газонокосилки
Вал сидячей газонокосилки -
 Вал трансмиссии сидячей газонокосилки
Вал трансмиссии сидячей газонокосилки -
 Вал электродвигателя швейной машины
Вал электродвигателя швейной машины -
 Приводной вал для электромобилей
Приводной вал для электромобилей -
 Ядро клапана экскаватора
Ядро клапана экскаватора
Связанный поиск
Связанный поиск- Автомобильные валы подвески в Китае
- Отличные шестерни распредвала
- Отличный производитель валов для автомобильных компонентов (рулевые/трансмиссионные валы)
- OEM высокая скорость шагового двигателя валы завод
- Производители валов кислородных генераторов
- OEM главная шестерня
- Ведущий поставщик шарнирных валов для гидравлических роботизированных манипуляторов
- Приводной вал угольной машины
- Ведущий завод по производству валов для автомобильных компонентов (рулевые/трансмиссионные валы)
- OEM Шкив водяного насоса двигателя







